



18L Cubitainer
Cubitainer 18L is a large-volume liquid packaging container designed for efficient storage, handling, and transport.
It is typically used in applications where higher capacity is required, helping reduce handling frequency and improve logistics efficiency.
Compared with smaller formats, the 18L cubitainer focuses more on transport performance and volume efficiency rather than frequent dispensing.
When to Use an 18L Cubitainer
An 18L cubitainer is typically selected when packaging requires:
- Larger volume for transport efficiency
- Reduced number of units in logistics
- Stable stacking and storage performance
- Standardized carton-based packaging
It is suitable for applications where liquids are handled in larger quantities and direct user operation is less frequent.
To compare this capacity with other available formats, explore the complete Cubitainer packaging range.


Larger volume for transport efficiency

Reduced number of units in logistics

Stable stacking and storage performance

Standardized carton-based packaging
Application Fit for Cubitainer 18L
The 18L cubitainer can be considered for liquid products where larger packaging volume is preferred.
Typical applications may include:
- Liquid food products such as vinegar, sauces, or seasoning liquids
- Industrial and chemical liquids
- Bulk liquid distribution applications
The actual suitability depends on product characteristics, filling conditions, and downstream usage.



Packaging Structure (Cubitainer + Carton System)
The 18L cubitainer is designed as part of a complete packaging system combining an inner container and an outer carton.
- Inner container: LDPE cubitainer
- Outer packaging: matched corrugated carton
This structure supports:
- Stable stacking during storage and transport
- Improved protection during handling
- Consistent packaging format for logistics operations

Inner container: LDPE cubitainer

Outer packaging: matched corrugated carton
18L Cubitainer Dimensions & Carton Matching
For cubitainer 18L packaging, proper dimension and carton matching are critical.
Key considerations include:
- Container dimensions
- Carton size and structural strength
- Fitment position
- Pallet loading efficiency and stacking stability
A well-designed carton ensures stable transport and efficient space utilization.
| Capacity | 18L/ 4.5Gallon |
|---|---|
| Weight ±5g | 205g |
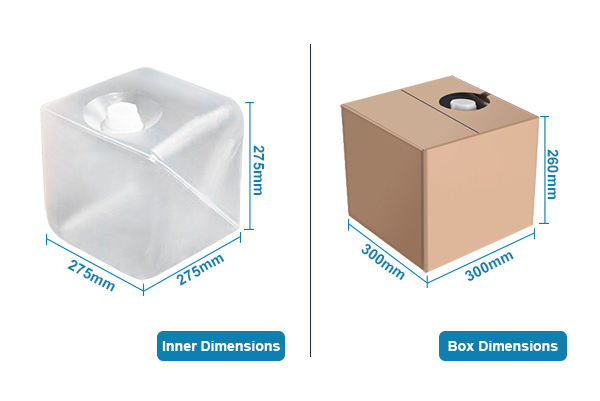
| Product Inner Dimensions | 275mm×275mm×275mm (Approx.) |
| Cubitainer Box Dimensions | 300mm×300mm×260mm |
| Thickness | >0.3mm |
| Opening Position | Upward |
| Spout Diameter | 32mm |
| Handle | Without |
| Hot/Cold-resisting | 85℃/ -20℃ |
| Material | LDPE |
18L Cubitainer Closure & Sealing Options
The 18L cubitainer is typically equipped with a standard screw cap for sealing.
- Designed for secure closure during storage and transport
- Focused on leakage prevention rather than frequent dispensing
- Suitable for bulk liquid handling conditions
The closure selection is based on sealing reliability and compatibility with the packaging system.


18L cubitainer
Standard screw cap
Carton Handling & Transport Performance
The outer carton plays a critical role in large-volume packaging systems.
For 18L cubitainer packaging, it helps:

Maintain structural stability during transport

Support stacking in warehouse and shipping conditions

Improve handling efficiency

Protect the container under load
This ensures reliable performance across long-distance transport and bulk distribution.
Cubitainer 18L Testing & Reliability
18L Cubitainer packaging is designed to maintain stable performance under typical handling and transport conditions.
Key performance characteristics include:

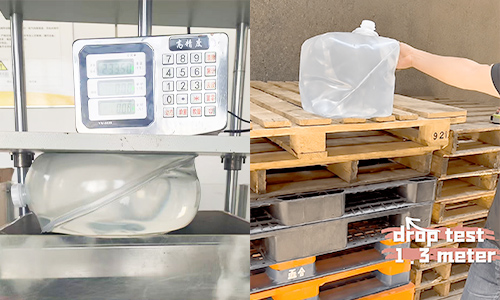
Compression resistance
Tested under a load of 1000N for 5 minutes, with no leakage observed

Sealing performance
No leakage after 4 hours of static positioning when filled
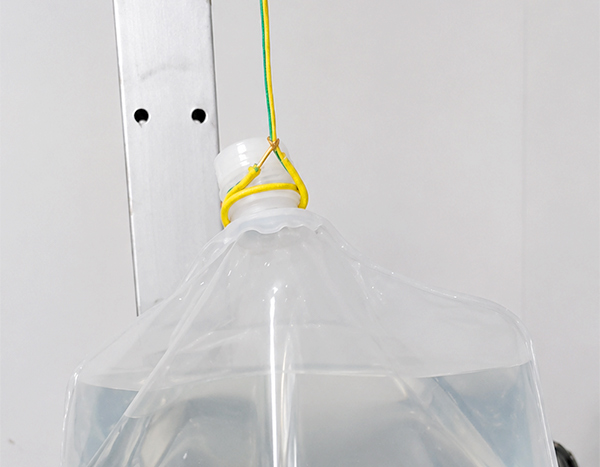
Hanging strength
Filled container (density approx. 1.2g/cm³) shows no cracks after 5 minutes of suspension

Impact tolerance
Maintains integrity under drop conditions, allowing controlled deformation without leakage
These results support reliable performance during storage, transport, and real-world handling.
Why Choose Cubitainer 18L Sizes
The choice of 18L cubitainer depends on packaging volume and transport requirements.
18L cubitainer is preferred when:
- Larger liquid volume needs to be transported
- Fewer packaging units are required in logistics
- Storage and stacking efficiency are important
- Handling is more focused on transport rather than frequent use
Compared with smaller sizes, cubitainer 18L improves transport efficiency and reduces packaging frequency.

Why Work with LIQPACK
LIQPACK supports liquid packaging projects with a focus on practical application and packaging performance.
We can assist with:

Cubitainer size selection

Carton compatibility and structural matching

Packaging system optimization
Sample testing and project discussion
FAQ
What is an cubitainer 18L used for?
An 18L cubitainer is used for bulk liquid packaging where larger volume and transport efficiency are important.
Is cubitainer 18L suitable for food liquids?
It can be considered for liquid food products such as vinegar or seasoning liquids, depending on packaging requirements.
Does 18L cubitainer support dispensing?
It is mainly designed for storage and transport. Dispensing methods depend on the specific application setup.
What is the difference between 10L and 18L cubitainer?
10L focuses on balanced handling and transport, while 18L is designed for larger volume and improved logistics efficiency.
Explore Other Cubitainer Sizes
Compare other Cubitainer capacities for different filling volumes, handling requirements, and liquid packaging projects.


