Cubitainer Application for Eco-Conscious and Efficient Liquid Dispensing
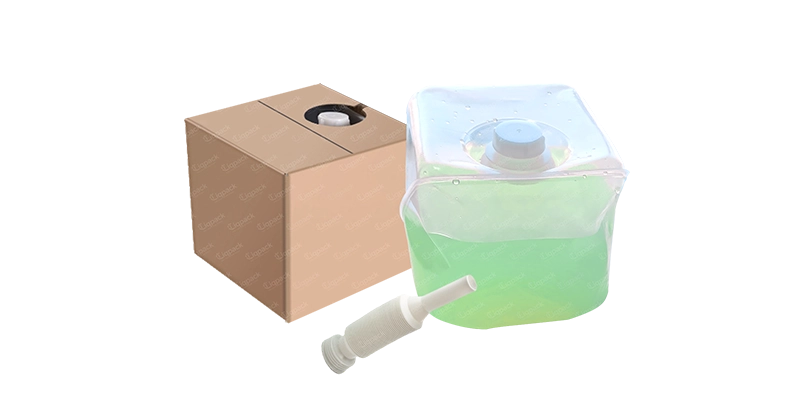
Liqpack offers an innovative cubitainer, widely used in industries such as chemicals, food, and beverages. It provides ultimate convenience and safety for bulk liquid storage and transportation.
Cubitainers Applications and Target Customer Groups
Welcome to Visit Liqpack:
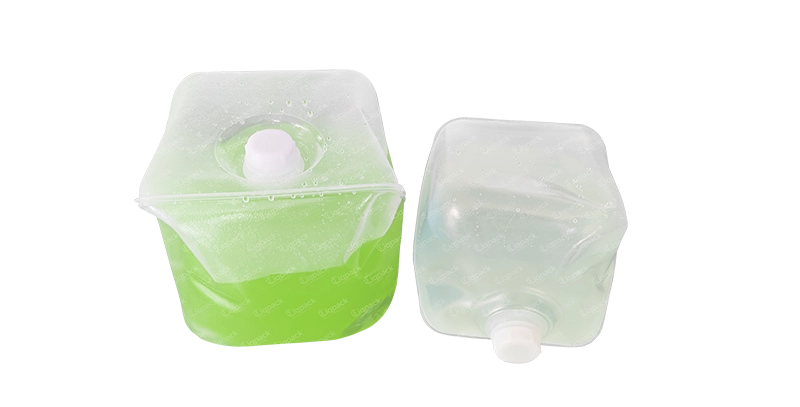
The Cubitainer, as a flexible and durable liquid container, serves a variety of industries and applications due to its lightweight design, collapsible structure, and chemical resistance.
Fields of Use for Cubitainers
Cubitainers serve industries like automotive, agriculture, chemicals, pharmaceuticals, and food & beverage for liquid storage and transport.
① Lubricants and Hydraulic Fluids: For machinery operation and maintenance.
② Coolants and Heat Transfer Fluids: Used in manufacturing processes to manage heat.
③ Industrial Chemicals: Such as acids, bases, and specialty chemicals required in production.
Target Customers
Factories
Production facilities
Industrial plants
Application Examples
Hematology Reagent 20l Cubitainer
Ultrasound Gel 5l Cubitainer
AdBlue 10l Cubitainer
Cubitainer for Shampoo
Cubitainer for Chemicals
Food Grade Cubitainer
Beverage/sake/wine/beer
Why Cubitainer Excels?
Durable Construction: Resistant to punctures, impacts, and chemical corrosion, ensuring safe storage and transport of various liquids.
Space-Efficient: Saves storage space when empty; Collapsible design allows for easy storage when not in use, optimizing space in warehouses and transport vehicles. For example: 20l foldable cubitainer.
Leak-Proof Sealing: Resistant to punctures and impacts; Ensures no spills during transportation, maintaining the integrity of the stored liquids. Even cubitainer 20l is sturdy and secure.
Versatile Usage: Suitable for a wide range of liquids across different industries, enhancing its market adaptability. For example: 5l cubitainer ultrasound gel.
Regulatory Compliance: Meets industry standards for storing hazardous and non-hazardous liquids, ensuring safety and compliance. For example: 5 gallon cubitainer for hazardous liquid.
Chemical Resistance: Ideal for corrosive liquids, ensuring no contamination or degradation. For example: cubitainer 20 liter for chemicals.
Customizable Cubitainer Spout kit: Fits spigots, pumps, or taps for user convenience; Available with tamper-evident caps, spouts, or screw closures, tailored to customer needs.