As a trusted high-performance collapsible cubitainer supplier, we know it is important to provide comprehensive services to meet the diverse needs of our customers from materials, capacities and applications.
We oversee the entire production process, from conception to delivery, guaranteeing dependable and prompt service for customers all over the world.
Efficient Storage, Space Saving
Foldable and Easy to Transport
Innovative Packaging, Lightweight and Economical
Safety and Durability for Chemicals and Hazardous Liquids
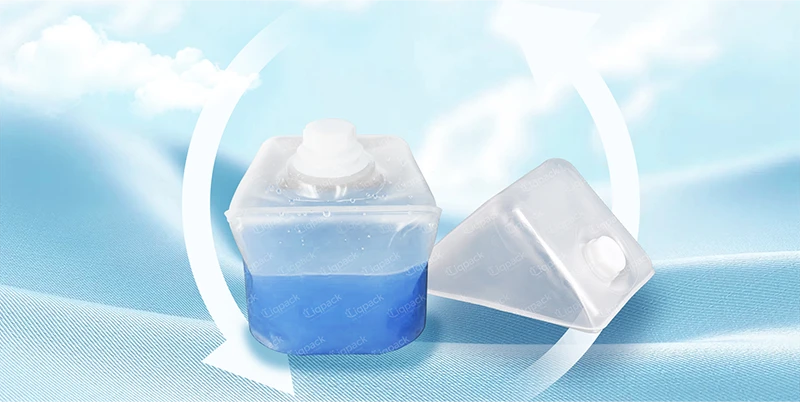
Our Cubitainer is a collapsible, flexible container designed primarily for the storage and transportation of liquids. Its structure consists of two main parts:
Inner Cubitainer
Made of LDPE, it is flexible and durable, an environmentally friendly choice, reduces packaging waste, and is ideal for cost-effective distribution. It folds flat when empty. It is easy to deploy instantly outdoors or in field scenarios.
Outer Carton Box
To add strength and structure and to avoid physical damage during shipping, cubic containers are often equipped with a corrugated or cardboard outer box to protect the inner container and is suitable for product labeling or shipping information.
Cubitainer Material
The material of LDPE used by Cubitainers can take into account different application scenarios and meet different product designs and functions.
Low-density Polyethylene (LDPE)
Operate temperature resistance from -20°C to +60°C.
Flexible and lightweight for easy handling and transport.
Made from food-grade, BPA-free materials.
Excellent chemical resistance against acids, alcohols, and mild bases.
Capacity Options
To accommodate varying product volumes and customer demands, our cubitainers are available in a range of capacities. If you have more special needs, please feel free to contact us!
5L (1.25 Gallon)
Ideal for personal use, sampling, and outdoor activities.
Think Green, Pack Smart; Less Plastic, More Impact – The Future of Liquid Packaging.
Think Green, Pack Smart; Less Plastic, More Impact – The Future of Liquid Packaging.
Think Green, Pack Smart; Less Plastic, More Impact – The Future of Liquid Packaging.
Accessories Options
Our cubitainer, in addition to its original appearance, can also be equipped with some accessories that allow the user to easily control the flow of liquid when pouring it out.
Spout Type
With screw cap, tap, or valve—suitable for easy dispensing.
Ideal for frequent use or multi-user access.
Reduces spillage and contamination risk.
Tube Type
Flexible tubing allows for precise, directional pouring into narrow or hard-to-reach containers.
Enables hands-free dispensing when paired with gravity or pump systems.
Reduces liquid residue and improves complete drainage from the cubitainer.
Why Cubitainer?
Innovative Packaging for a Greener World
Compared to traditional rigid packaging, the design of cubitainers reduces plastic usage, helping to lower the overall carbon footprint.
Efficient Storage, Save Space
The design of cubitainers makes them easier to manage and organize during storage and transportation, helping to optimize the logistics processes.
Foldable, Easy Transport, Future-Ready
By minimizing the space occupied during transport, cubitainers can lower transportation expenses and improve overall economic efficiency.
Lightweight, Cost-Effective
The efficient design of cubitainers minimizes the consumption of materials and resources, lowering overall packaging costs and increasing business profits.
Safety and Durability for Chemicals and Hazardous Liquid
Cubitainers are designed for long-term storage of chemicals, capable of withstanding high pressure and temperature, ensuring the safety of the liquid.
Flexible Packaging, Sustainable Solutions
Cubitainers can be used for various types of liquids, whether food, chemicals, or industrial liquids, providing flexible solutions.
Details of Cubitainer
Cubitainer Stocks
Ready to Ship / Fast Delivery
Cubitainer Production
Original Factory With Direct Price
Cubitainer's Tap
Turn On/Off Flow
Cubitainer Spout
Spout 32mm Diameter
Cubitainer Net Weight
20L Cubitainer: 215g
Cubitainer Package
Example: 5 Liter Cubitainer 100 Pcs/Box
Application
Home and Personal Care Industrial Supplies
Food/Beverages
Reagents for Medicine and Hematology
Reagent Industrial Chemicals
Eco-friendly Packaging Solutions for Personal and Home Care
Home and Personal Care Industrial Supplies
Cubitainers are used for storing and dispensing products such as household cleaners, shampoos, conditioners, and liquid soaps. They provide a secure, convenient solution for handling these products in bulk, making them especially useful for manufacturers, retailers, and home-based businesses.
Advantages in this Sector:
Space-Saving Design: The collapsible structure allows easy storage when empty, reducing the space required.
Controlled Dispensing: The spout or nozzle attachment makes it easy to control the amount of liquid dispensed, which is helpful for precise use and less waste.
Eco-Friendliness: The reusable outer box can help reduce packaging waste, making it a more sustainable choice compared to traditional single-use plastic bottles.
Home and Personal Care Industrial Supplies
Shampoos
Dish Soap
Boby Soap
Hand Soap
Lotions
Laundry Detergent
Hair Treatments
Facial Cleaners
Cleaners
Toner
Disinfectants
Conditioners
Budget-friendly Food/Beverage Packaging with Enhanced Function
Food & Beverage
Cubitainers 5l 10l 18l 20l are ideal for storing and dispensing liquid ingredients such as oils, syrups, sauces, and juices. LDPE is food-grade, meaning it does not leach chemicals and is safe for contact with consumable liquids.
Advantages in this Sector:
Food Safety: LDPE is non-toxic and doesn’t impart flavors or odors to the stored liquid, ensuring that the quality and taste of food products remain intact.
Large-Capacity Storage: Cubitainers can hold large volumes, which is useful for bulk storage in commercial kitchens, restaurants, or food manufacturing facilities.
Cost-Effectiveness: Being reusable and collapsible, Cubitainers help reduce costs for manufacturers who need to store or transport food-grade liquids in large quantities.
Ease of Dispensing: Cubitainers’ nozzles provide easy control when pouring, which is particularly helpful for portioning sauces or syrups in food service settings.
Cubitainer 20l are highly valued in the hematology reagent and dialysis reagent industry because they meet strict standards for sterility, controlled dispensing, space efficiency, cost-effectiveness, and sustainability. These features make them a practical and reliable solution for storing and distributing sensitive reagents, ultimately benefiting healthcare providers and patients by ensuring the safe and efficient delivery of essential medical solutions.
Sterile Material: Cubitainer 5 gallon are typically made from low-density polyethylene (LDPE), a material that can maintain sterility and be sterilized when necessary. This is critical in the medical field, where any contamination can compromise patient safety.
Non-Reactive Material: LDPE does not react with hematology and dialysis reagents, ensuring that the chemical composition of the solutions remains unchanged during storage and transport.
Pharmaceutical Medical-Liquid Examples
Saline Solution
Disinfectants
Antibiotic Solutions
Blood Products
Dialysis Solutions
Drug Solutions
Reagent Industrial Chemicals Superior Sustainable Packaging
Industrial Chemicals
Cubitainers 5l 10l 20l are widely used in industrial settings for storing and transporting chemicals and solvents. These applications demand cubitainer 5 gallon that are resistant to leaks, breakage, and chemical reactions.
Advantages in this Sector:
Chemical Resistance: Made from LDPE, Cubitainers are resistant to a wide range of chemicals, providing safe storage without risk of leakage or container degradation.
Cost-Efficient Transport: Since Cubitainers can be collapsed when empty, they reduce shipping costs by taking up less space in return shipments.
Safe Dispensing: For hazardous or reactive chemicals, the controlled dispensing feature ensures safe handling, minimizing spillage and risk to operators.
Lightweight and Portable: Cubitainers are easier to transport compared to heavier rigid containers, which is valuable in industrial settings requiring mobility and flexibility.